В 1802 г. акад. В. В. Петров открыл явление дугового разряда. В 1882 г. русский изобретатель Н. Н. Бенардос предложил применить электрическую дугу для сварки металлов угольным электродом. В 1888 г. горный инженер Н. Г. Славянов заменил графитовый электрод металлическим. В настоящее время около 99 % работ, выполняемых дуговой сваркой, производится по способу Славянова. Дуговая сварка по распространению занимает первое место среди других видов сварки. Ее используют при производстве всех видов подвижного состава железнодорожного транспорта, морских и речных судов, котлов, автомобилей, подъемнотранспортных сооружений, трубопроводов для газов, жидкостей и сыпучих материалов, металлических конструкций и арматуры зданий, промышленных сооружений, мостов, узлов и деталей электрических, сельскохозяйственных и других машин и механизмов.
В 1802 г. акад. В. В. Петров открыл явление дугового разряда. В 1882 г. русский изобретатель Н. Н. Бенардос предложил применить электрическую дугу для сварки металлов угольным электродом. В 1888 г. горный инженер Н. Г. Славянов заменил графитовый электрод металлическим. В настоящее время около 99 % работ, выполняемых дуговой сваркой, производится по способу Славянова. Дуговая сварка по распространению занимает первое место среди других видов сварки. Ее используют при производстве всех видов подвижного состава железнодорожного транспорта, морских и речных судов, котлов, автомобилей, подъемнотранспортных сооружений, трубопроводов для газов, жидкостей и сыпучих материалов, металлических конструкций и арматуры зданий, промышленных сооружений, мостов, узлов и деталей электрических, сельскохозяйственных и других машин и механизмов.
К числу металлов, свариваемых электрической дугой, относятся почти все конструкционные стали, серый и ковкий чугуны, медь, алюминий, никель, титан и их сплавы и другие металлы и сплавы.
Сварка по способу Бенардоса
. Сварка производится графитовым электродом с присадочным металлом от прутка или без него; сварка этим способом имеет ограниченное применение. Ею пользуются для соединения с отбортовкой тонких стальных заготовок, где не требуется присадочный металл, для цветных металлов и чугуна, а также для наплавки порошковых твердых сплавов. Обычно применяют постоянный ток, причем для устойчивости дуги и лучшего прогрева стыка при сварке пользуются прямой полярностью: заготовку включают анодом (+), а электрод — катодом (—).
Сварка по способу Славянова
. При сварке применяют металлический электрод в виде проволоки. Дуга возбуждается между электродом и основным металлом и плавит их оба, причем образуется общая ванночка, где перемешивается весь расплавленный металл. Электродная проволока выпускается диаметром от 0,3 до 12 мм. Для сварки углеродистой стали применяют проволоку марок Св08А, Св08ГС, Св10Г2, для сварки легированной стали различных марок — легированную проволоку марок Св08ГС, Св18ХГС, СвЮХМФТ, Св12ХПНМФ, Св12Х13, Св09Х16Н25М6АФ и др.
При ручной сварке пользуются электродами, покрытыми обмазкой. Обмазки бывают стабилизирующими, защитными и легирующими.
По толщине покрытия электроды бывают с тонкими, средними, толстыми и особо толстыми покрытиями. Тонкие покрытия являются стабилизирующими; они состоят из мела и жидкого стекла. Находящийся в составе мела кальций выделяется в плазме дуги, ионизирует ее, тем самым способствует устойчивости горения дуги.
Средние, толстые и особо толстые покрытия обеспечивают устойчивость горения дуги, а также защиту и легирование металла. Состав этих обмазок подбирается так, чтобы вокруг дуги создавалась газовая среда, защищающая металл электрода, стекающий в дуге, и металл ванночки от окисления и растворения в нем газов. По мере плавления электродов обмазка шлакуется и шлак равномерно покрывает шов, защищая металл от окисления и насыщения азотом. Кроме того, шлак замедляет охлаждение металла, что способствует выделению растворенных газов и уплотнению шва. В случае надобности в обмазку добавляют ферросплавы для легирования. Таким образом, в состав этих покрытий входят ионизирующие (например, мел), газообразующие (мука), шлакообразующие (полевой шпат) вещества, а также раскислители (ферромарганец) и легирующие компоненты. Во всех случаях, когда сварная конструкция должна выдерживать большие нагрузки, применяют электроды с толстыми и особо толстыми покрытиями, обеспечивающими прочность и вязкость шва, не уступающие основному металлу.
Электрические параметры дуги могут изменяться в широких пределах: применяют токи от 1 до 3000 А при напряжении от 10 до 50 В; мощность дуги — от 0,01 до 150 кВт. Такой диапазон мощности дуги позволяет использовать ее для сварки как мельчайших, так и больших и тяжелых изделий.
Аппаратура для сварки
. Дуговая сварка возможна на постоянном и переменном токах. Дуга на постоянном токе устойчивее, но расход электроэнергии выше. Для питания дуги постоянным током применяют генераторы и выпрямители.
Сварочные аппараты и генераторы делят на однопостовые — для питания одной дуги и многопостовые — для питания нескольких дуг. Для сварки используют стандартное напряжение тока (220, 380, 500 В).
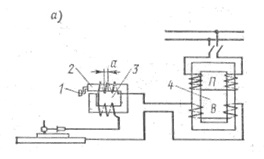
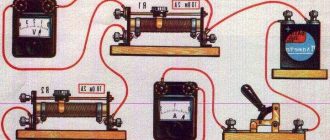
Рисунок 44 Схема включения сварочного аппарата
На рис. 44 приведена схема включения сварочного аппарата переменного тока. Первичная обмотка П трансформатора 4 подключается к сети; ко вторичной обмотке В низкого напряжения (55—65 В) подключается регулятор тока (дроссель) 3. ток регулируется изменением индуктивного сопротивления дросселя: часть 2 сердечника может перемещаться с помощью винта от вращения рукоятки 1, при этом изменяется воздушный зазор с, а также регулируется сварочный ток.
Сварочные генераторы постоянного тока приводятся в действие электродвигателем или двигателем внутреннего сгорания.
Автоматизация электродуговой сварки. При ручной сварке сварщик должен поддерживать дугу, подавать электрод по мере его расходования и передвигать дугу вдоль шва. Автоматизация этих приемов приводит к автоматической сварке. Сущность способа автоматической дуговой сварки под флюсом состоит в следующем.
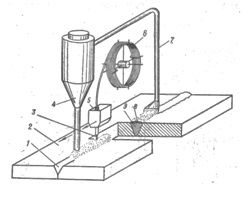
Рисунок 45 Автоматическая сварка
Сварочная головка 5 (рис. 45) подает в зону дуги электродную проволоку 3 из кассеты 6. Для питания дуги, образующейся между основным металлом 2 и электродной проволокой, обычно пользуются переменным током. По мере образования шва 9 головка 5, а с ней и дуга автоматически перемещаются вдоль разделки 1. Вместе с головкой перемещается и бункер 4, из которого в разделку шва перед дугой засыпают гранулированный флюс. Таким образом, сварка протекает под слоем флюса, защищающего наплавляемый металл от воздуха. Часть флюса расплавляется от соприкосновения с дугой и при остывании образует корку 8, покрывающую шов. Сыпучий флюс, оставшийся поверх корки, отсасывается в бункер через сопло и шланг 7. Автоматическая сварка под слоем флюса в 5—10 раз производительнее ручной сварки.
Дуговая сварка в среде защитных газов. Дуговая сварка в среде защитных газов — углекислом, аргоне или гелии — обеспечивает лучшую, чем при сварке покрытыми электродами или под слоем флюса, защиту от воздействия кислорода и азота воздуха, лучшее использование тепла дуги. Вместе с тем сварка в среде защитных газов не заменяет названные способы сварки, а применяется в машино и приборостроении там, где эти способы не дают необходимых результатов.
Для сварки в струе углекислого газа применяют горелкидержатели (рис. 46).
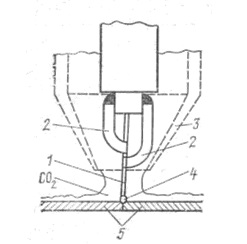
Рисунок 46 Горелка держатель
Дуга 4 горит между заготовкой 5 и электродной проволокой 1, которая автоматически подается с постоянной скоростью. Подвод тока к проволоке обеспечивается через контактные сапожки 2. Сварка выполняется на переменном или постоянном токе. Углекислый газ в зону сварки подается через сопло 3; к горелке он поступает от баллона. Образующийся при сварке оксид железа раскисляется марганцем и кремнием, которые в повышенном количестве содержатся в электродной проволоке. Сварку в углекислом газе широко применяют для углеродистой стали, заварки дефектов стальных отливок, наплавки и восстановления изношенных деталей.
Сварка в инертных газах (аргоне, гелии или их смесях) применяется для коррозионностойких сталей, титана, алюминия, меди, никеля, их сплавов и сплавов магния. Сварка выполняется плавящимся или неплавящимся электродом, постоянным или переменным током. Общая схема установки для сварки плавящимся электродом аналогична установке при сварке в углекислом газе; электродная проволока применяется того же состава, что и основной металл. В качестве неплавящегося электрода используют вольфрамовую проволоку, которую устанавливают в горелку. Для заполнения разделки кромок в зону дуги вводят присадочный металл.
Дуговая резка. Резкой с использованием дуги разделяют металл не выжиганием, а расплавлением. Этот способ применяют для резки углеродистой и легированной сталей, чугуна, алюминия, меди и их сплавов, отделения литниковой системы от отливок и т. д. Дуговая резка производится угольным или металлическим электродом. Автоматическая дуговая резка под флюсом применяется для разделки листов коррозионностойкой стали.
Воздушнодуговая резка производится угольным или графитовым электродом, который закрепляется в резаке или режущей головке. В контактносопловой части резака (головки) имеются отверстия, через которые струи воздуха выдувают расплавленный металл из реза.

Встречаются только в пределах полного разврата, шлюхи в Дзержинске, фото свои, не типаж - oopsdzerzhinsk.ru. Если говорить конкретно, то с проститутками можно заняться не только классическим сексом, но и всем, чем пожелаете. Красивые шлюхи в Дзержинске, сладкие и ухоженные, они такие грациозные и стройные, что удовольствие неизбежно. Выбери девушку сейчас.